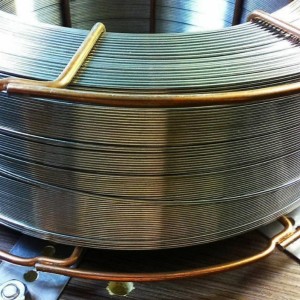
Сварочная проволока 1,2 мм Autrod 309L Esab ГОСТ 2246-70
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- СерияEsab Autrod 309L
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- СерияEsab Autrod 309L
Описание Сварочная проволока 1,2 мм Autrod 309L Esab ГОСТ 2246-70
Сварочная проволока 1,2 мм Autrod 309L Esab ГОСТ 2246-70 в наличии на складе в Ижевске от компании «Инметпром». Закажите сварочная проволока 1,2 мм Autrod 309L Esab ГОСТ 2246-70 по номеру телефона +7 (341) 290-61-97, отправив запрос на электронную почту izhevsk@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Цена: По запросу
- Цена: По запросу
- Цена: 792 ₽/кг

- Цена: 70 ₽/м2
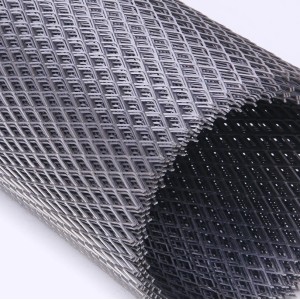
- Цена: 34 ₽/м2
- Толщина, мм:1,5
- Размер, мм:100
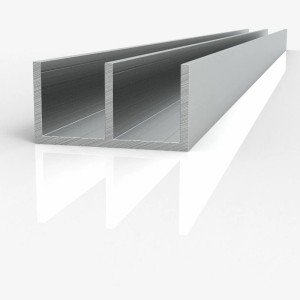
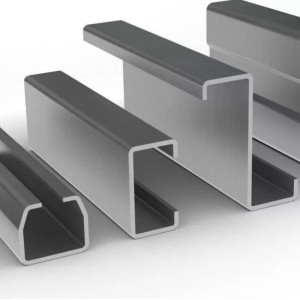
- Тип:С-образный
- Цена: 458 ₽/шт
- Цена: 21 ₽/шт

- Длина, мм:2000
- ГОСТ/ТУ:ГОСТ 19771-93
- Мерность:М/Д
- Цена: 68 850 ₽/т

- Толщина стенки, мм:11,4
- Класс прочности:Л
- Тип замка:ЗП-105-51-2
- Цена: 449 984 ₽/т

- Цена: 3 900 000 ₽/т

- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:ER-70S-6
- Диаметр, мм:0,6
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,6
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,7
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Цена: По запросу
- Марка:Св-08Г2С
- Поверхность:Без покрытия
- Диаметр, мм:0,7
- Цена: По запросу
- Поверхность:Омедненная
- Диаметр, мм:0,75
- Форма поставки:Катушка
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.09
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.12
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.12
- Диаметр, мм:0,8
- Цена: По запросу
Цифра "70" в американской системе маркировки сварочной проволоки, такой как ER70S-6 (по стандарту AWS A5.18), указывает на минимальный предел прочности наплавленного металла в тысячах фунтов на квадратный дюйм (ksi). Таким образом, "70" означает, что минимальный предел прочности составляет 70 ksi, что эквивалентно приблизительно 482-490 МПа.
Основной недостаток использования сварочной проволоки СВ-08А для сварки ответственных конструкций из стали 09Г2С заключается в низком содержании раскисляющих элементов (марганца и кремния) в проволоке. Это приводит к формированию сварного шва с более низкими механическими свойствами (прочность, ударная вязкость) и большей склонностью к образованию пор по сравнению со швом, выполненным проволокой СВ-08Г2С. СВ-08А не обеспечивает равнопрочность соединения для стали 09Г2С.
Основные преимущества использования самозащитной порошковой сварочной проволоки типа E71T-GS (по AWS A5.20) толщиной 0.9 мм при выполнении монтажных сварочных работ на высоте 10 м в условиях ветра до 5 м/с заключаются в отсутствии необходимости использования баллонов с защитным газом, что значительно упрощает перемещение оборудования и повышает мобильность сварщика, а также в удовлетворительной защите дуги от воздействия умеренного ветра.
Проволока из алюминиевой бронзы марки БрАМц9-2 (Cu основа, Al ~9%, Mn ~2%) даст более износостойкую и твердую наплавку на стальную поверхность, работающую в условиях трения металл по металлу (например, восстанавливаемые валы), чем оловянно-фосфористая бронза БрОФ6,5-0,15, которая больше подходит для антифрикционных покрытий, работающих в условиях трения скольжения с хорошей смазкой.
Для сварки серого чугуна СЧ20 предпочтительнее использовать сварочную проволоку сплошного сечения марки ПАНЧ-11 (на никелевой основе), которая обеспечивает получение пластичного шва, минимизирует риск образования трещин и отбеливания структуры чугуна в зоне термического влияния. Порошковая проволока ПП-АНЧ-2 также применяется, но ПАНЧ-11 часто дает более надежный и технологичный результат.
Индекс "LSi" в распространенной маркировке импортной нержавеющей сварочной проволоки, такой как ER308LSi (по классификации стандарта AWS), имеет следующее значение: "L" – означает "Low carbon" (низкое содержание углерода, обычно не более 0.03%), что повышает стойкость сварного шва к межкристаллитной коррозии; "Si" – означает "high Silicon" (повышенное содержание кремния, обычно в диапазоне 0.65-1.0%), что улучшает смачиваемость сварочной ванны и формирование шва.
Недостаток применения активированной сварочной проволоки (например, СВ-08Г2С-А, содержащей повышенное количество раскисляющих и микролегирующих элементов) для сварки сталей с высоким содержанием углерода (более 0.45% С) может заключаться в увеличении склонности металла сварного шва к образованию горячих (кристаллизационных) трещин. Это связано с влиянием активирующих добавок на процесс кристаллизации металла шва и расширение температурного интервала хрупкости.