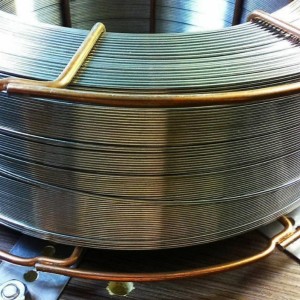
Сварочная проволока 1,2 мм Св-08 моток 80 кг ГОСТ 2246-70
- Вес упаковки, кг80
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- МаркаСв-08
- Форма поставкиМоток
- Вес упаковки, кг80
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- МаркаСв-08
- Форма поставкиМоток
Описание Сварочная проволока 1,2 мм Св-08 моток 80 кг ГОСТ 2246-70
Сварочная проволока 1,2 мм Св-08 моток 80 кг ГОСТ 2246-70 в наличии на складе в Ижевске от компании «Инметпром». Закажите сварочная проволока 1,2 мм Св-08 моток 80 кг ГОСТ 2246-70 по номеру телефона +7 (341) 290-61-97, отправив запрос на электронную почту izhevsk@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Цена: По запросу
- Цена: По запросу
- Цена: 368 ₽/кг
- Цена: 792 ₽/кг

- Цена: 208 ₽/м2
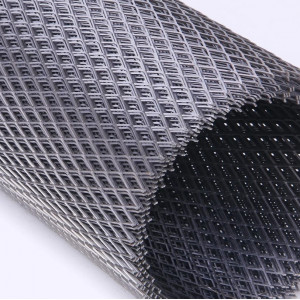
- Ширина, м:1
- Длина, м:12
- Тип:Штукатурная
- Цена: 458 ₽/м2

- Цена: 291 141 ₽/т

- Цена: По запросу

- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Способ производства:Прессованный
- Цена: 796 543 ₽/т
- Цена: 753 493 ₽/т
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,3
- Поверхность:Без покрытия
- Цена: По запросу
- Марка:Св-08Г2С
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,6
- Цена: По запросу
- Марка:Св-08Г2С
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,6
- Цена: По запросу
- Диаметр, мм:0,6
- Поверхность:Без покрытия
- Форма поставки:Кассета К-300
- Цена: По запросу
- Марка:Св-08Г2С
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,7
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,8
- Поверхность:Омедненная
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,8
- Серия:Esab AristoRod 13.12
- Цена: По запросу
Проволока, поставляемая в катушках большой массы (15 кг и более, например, в бочках "марафон" по 250 кг), является более удобной и экономически целесообразной для поточного производства с использованием сварочных роботов или автоматизированных линий. Это связано с существенным сокращением времени простоев оборудования на замену катушек по сравнению с использованием стандартных катушек по 5 кг, что повышает общую производительность и эффективность процесса.
Проволока СВ-08ГС (Si 0.70-0.95% по ГОСТ 2246-70) обеспечит более высокие прочностные характеристики сварного шва и лучшее его формирование при сварке стали Ст3пс толщиной 4 мм по сравнению с проволокой СВ-08ГА (Si ≤0.07%), благодаря более эффективному раскислению металла шва кремнием; прочность шва, выполненного СВ-08ГС, будет выше.
Для сварки оборудования из нержавеющей стали 08Х18Н10Т, предназначенного для работы в контакте с азотной кислотой концентрацией 50% при температуре 40°C, предпочтительнее использовать проволоку СВ-07Х19Н10Б или СВ-08Х19Н10М3Б, стабилизированные ниобием. Эти марки обеспечивают высокую стойкость металла шва к межкристаллитной коррозии в окислительных средах. Выбор между ними зависит также от требований к другим эксплуатационным свойствам.
Проволока из алюминиевой бронзы марки БрАМц9-2 (Cu основа, Al ~9%, Mn ~2%) даст более износостойкую и твердую наплавку на стальную поверхность, работающую в условиях трения металл по металлу (например, восстанавливаемые валы), чем оловянно-фосфористая бронза БрОФ6,5-0,15, которая больше подходит для антифрикционных покрытий, работающих в условиях трения скольжения с хорошей смазкой.
На сварном шве из проволоки СВ-08Г2С (углеродистая сталь) при хранении сварного изделия на открытом воздухе в прибрежной зоне (содержание хлорид-ионов в атмосфере ~0.5 мг/м³) видимый слой ржавчины (покрывающий более 10% поверхности) образуется очень быстро, вероятно, в течение нескольких недель, максимум 1-2 месяцев, при отсутствии защитного покрытия. Через 6 месяцев степень коррозии будет значительной.
Цифра "08" в марке сварочной проволоки СВ-08Г2С, согласно ГОСТ 2246-70, указывает на среднее содержание углерода в сотых долях процента. Таким образом, для данной марки проволоки среднее содержание углерода составляет около 0.08%.
Типичный предел текучести наплавленного металла, полученного с использованием наплавочной порошковой проволоки марки ПП-Нп-30ХГСА (предназначенной для наплавки деталей, работающих в условиях абразивного износа и умеренных ударных нагрузок), после процесса наплавки и без последующей термической обработки, при температуре испытания 20°C, составляет ориентировочно 500-650 МПа. Твердость наплавленного слоя обычно находится в диапазоне 45-55 HRC. Точные значения зависят от параметров режима наплавки и степени перемешивания с основным металлом.