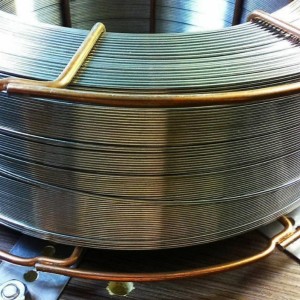
Сварочная проволока 1,9 мм Св-08А моток 120 кг ГОСТ 2246-70 в Ижевске
- Вес упаковки, кг120
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,9
- МаркаСв-08А
- Форма поставкиМоток
- Вес упаковки, кг120
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,9
- МаркаСв-08А
- Форма поставкиМоток
Описание Сварочная проволока 1,9 мм Св-08А моток 120 кг ГОСТ 2246-70
Сварочная проволока 1,9 мм Св-08А моток 120 кг ГОСТ 2246-70 в наличии на складе в Ижевске от компании «Инметпром». Закажите сварочная проволока 1,9 мм Св-08А моток 120 кг ГОСТ 2246-70 по номеру телефона +7 (341) 290-61-97, отправив запрос на электронную почту izhevsk@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Цена: По запросу
- Цена: По запросу
- Цена: 792 ₽/кг

- Цена: 208 ₽/м2
- Цена: 34 ₽/м2

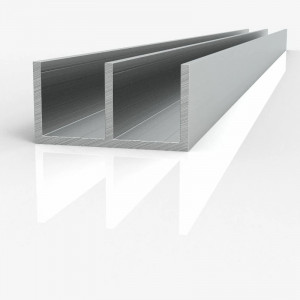
- Размер 1, мм:40
- Размер 2, мм:40
- ГОСТ/ТУ:ГОСТ 19771-93
- Цена: 79 705 ₽/т
- Длина, мм:2000
- ГОСТ/ТУ:ГОСТ 19771-93
- Мерность:М/Д
- Цена: 68 850 ₽/т

- Размер, мм:20х20
- Форма:Квадратная
- Толщина стенки, мм:1
- Цена: 291 141 ₽/т

- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Способ производства:Прессованный
- Цена: 796 543 ₽/т

- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Диаметр, мм:0,5
- Цена: По запросу
- Марка:Св-08Г2С
- Диаметр, мм:0,6
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- Поверхность:Омедненная
- Диаметр, мм:0,6
- Марка:Св-08Г2С
- Цена: По запросу
- Поверхность:Без покрытия
- Марка:Св-08Г2С
- Форма поставки:Кассета К-300
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,6
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Deka
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.09
- Диаметр, мм:0,8
- Цена: По запросу
Основной недостаток использования сварочной проволоки СВ-08А для сварки ответственных конструкций из стали 09Г2С заключается в низком содержании раскисляющих элементов (марганца и кремния) в проволоке. Это приводит к формированию сварного шва с более низкими механическими свойствами (прочность, ударная вязкость) и большей склонностью к образованию пор по сравнению со швом, выполненным проволокой СВ-08Г2С. СВ-08А не обеспечивает равнопрочность соединения для стали 09Г2С.
ГОСТ 2246-70 гарантирует для наплавленного металла, выполненного проволокой СВ-08Г2С в среде CO2 и без последующей термообработки, следующие минимальные механические свойства: временное сопротивление разрыву не менее 490 МПа, предел текучести не менее 355 МПа (для проволоки диаметром более 2.0 мм), относительное удлинение не менее 22%, ударная вязкость KCU при температуре +20°C не менее 98 Дж/см² (и при -20°C не менее 34 Дж/см²).
Для полуавтоматической сварки стали 08кп (тонколистовая низкоуглеродистая) толщиной 1 мм лучшим выбором будет проволока СВ-08Г2С толщиной 0.8 мм. Она обеспечивает меньшее тепловложение в основной металл, что снижает риск прожогов и коробления тонкого листа по сравнению с использованием проволоки диаметром 1.0 мм.
При сварке корневого прохода неповоротного стыка трубы из стали 20 диаметром 530 мм и толщиной стенки 8 мм методом MAG в защитной среде Ar+CO2, для лучшего контроля за формированием обратного валика и минимизации риска прожога предпочтительнее использовать сварочную проволоку СВ-08Г2С меньшего диаметра, а именно 1.0 мм. Проволока диаметром 1.2 мм может дать излишнее усиление шва или привести к прожогу при недостаточной квалификации сварщика или неоптимальных параметрах режима.
Основные преимущества использования нержавеющей сварочной проволоки с полированной поверхностью (шероховатость Ra < 0.2 мкм) для автоматической аргонодуговой сварки (TIG) по сравнению с проволокой, имеющей стандартную волоченую поверхность, заключаются в более стабильной и плавной подаче через направляющие каналы и мундштуки, меньшем коэффициенте трения и, как следствие, меньшем износе подающих роликов и токосъемных наконечников, а также в улучшении стабильности горения дуги за счет более надежного электрического контакта.
Тонкое медное покрытие на сварочной проволоке СВ-08Г2С-О (толщина обычно до 0.3 мкм) предназначено в первую очередь для улучшения токоподвода и защиты самой проволоки от атмосферной коррозии при хранении и транспортировке. На коррозионную стойкость выполненного сварного шва в пресной речной воде (pH ~7.2) это покрытие практически не влияет; стойкость шва определяется его собственным химическим составом (близким к СВ-08Г2С).
ГОСТ 2246-70 устанавливает строгие требования к качеству поверхности сварочной проволоки: она должна быть чистой, гладкой, без видимых трещин, расслоений, плен, закатов, забоин, заусенцев, а также без окалины, ржавчины, следов масла и других загрязнений, которые могут негативно повлиять на стабильность горения дуги и качество сварного шва. Допускается наличие тонкого слоя технологической смазки, не ухудшающего сварочно-технологические свойства.