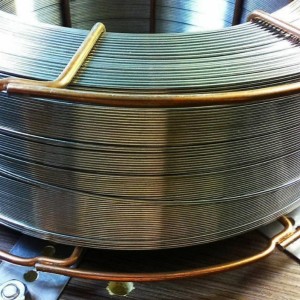
Сварочная проволока порошковая 1,2 мм Tubrod 14.21 Esab ГОСТ 2246-70
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- СерияEsab Tubrod 14.21
- ТипПорошковая
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- СерияEsab Tubrod 14.21
- ТипПорошковая
Описание Сварочная проволока порошковая 1,2 мм Tubrod 14.21 Esab ГОСТ 2246-70
Сварочная проволока порошковая 1,2 мм Tubrod 14.21 Esab ГОСТ 2246-70 в наличии на складе в Ижевске от компании «Инметпром». Закажите сварочная проволока порошковая 1,2 мм Tubrod 14.21 Esab ГОСТ 2246-70 по номеру телефона +7 (341) 290-61-97, отправив запрос на электронную почту izhevsk@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Диаметр, мм:4
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Форма:Круглый
- Цвет:RAL 9005
- Тип:Термостойкий
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу

- Размер, мм:16х10
- Покрытие:Без покрытия
- Цена: 230 ₽/кг

- ГОСТ/ТУ:ГОСТ 13840-68
- Диаметр, мм:12
- Цена: 101 268 ₽/м
- Цена: 34 ₽/м2
- Цена: 21 ₽/шт

- Цена: 68 850 ₽/т

- Цена: 281 800 ₽/т

- Цена: По запросу

- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab Autrod 12.51
- Диаметр, мм:0,6
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08Г2С
- Диаметр, мм:0,6
- Цена: По запросу
- Марка:Св-08Г2С
- Форма поставки:Катушка D-100
- Диаметр, мм:0,6
- Цена: По запросу
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Форма поставки:Катушка D-300
- Марка:Св-08Г2С
- Цена: По запросу
- Диаметр, мм:0,8
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 12.50
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 12.58
- Диаметр, мм:0,8
- Цена: По запросу
Для сварки в труднодоступных местах с сильно ограниченным пространством для сварочной горелки часто более удобной оказывается гибкая самозащитная порошковая проволока. Она не требует подвода защитного газа извне и позволяет использовать горелки меньшего размера и более простой конструкции по сравнению с жесткой сплошной проволокой СВ-08Г2С толщиной 1.0 мм, для которой необходима стандартная горелка с газовым соплом.
По полной маркировке порошковой сварочной проволоки, например, E71T-1C согласно стандарту AWS A5.20/A5.36, можно определить следующую информацию: "E" – электрод (в данном контексте – проволока); "7" – минимальный предел прочности наплавленного металла составляет 70 ksi (около 490 МПа); "1" – проволока предназначена для сварки во всех пространственных положениях; "T" – порошковая (Tubular); "-1" – тип порошкового сердечника и эксплуатационные характеристики (в данном случае, рутиловый, быстрошлакующий); "C" – рекомендуемый защитный газ – 100% CO2.
Типичный предел текучести наплавленного металла, полученного с использованием наплавочной порошковой проволоки марки ПП-Нп-30ХГСА (предназначенной для наплавки деталей, работающих в условиях абразивного износа и умеренных ударных нагрузок), после процесса наплавки и без последующей термической обработки, при температуре испытания 20°C, составляет ориентировочно 500-650 МПа. Твердость наплавленного слоя обычно находится в диапазоне 45-55 HRC. Точные значения зависят от параметров режима наплавки и степени перемешивания с основным металлом.
При сварке меди М1 толщиной 2 мм, если требуется максимальная электропроводность и коррозионная стойкость шва, аналогичная основному металлу, предпочтительнее использовать проволоку из чистой меди марки М1р. Проволока из кремнемарганцовистой бронзы БрКМц3-1 (Cu основа, Si ~3%, Mn ~1%) обеспечит более высокую прочность сварного шва, но снизит его электропроводность.
При сварке корневого прохода неповоротного стыка трубы из стали 20 диаметром 530 мм и толщиной стенки 8 мм методом MAG в защитной среде Ar+CO2, для лучшего контроля за формированием обратного валика и минимизации риска прожога предпочтительнее использовать сварочную проволоку СВ-08Г2С меньшего диаметра, а именно 1.0 мм. Проволока диаметром 1.2 мм может дать излишнее усиление шва или привести к прожогу при недостаточной квалификации сварщика или неоптимальных параметрах режима.
Проволока, поставляемая в катушках большой массы (15 кг и более, например, в бочках "марафон" по 250 кг), является более удобной и экономически целесообразной для поточного производства с использованием сварочных роботов или автоматизированных линий. Это связано с существенным сокращением времени простоев оборудования на замену катушек по сравнению с использованием стандартных катушек по 5 кг, что повышает общую производительность и эффективность процесса.
Если на катушке со сварочной проволокой указана маркировка типа СВ-08Х18Н10Т-ВД, то буквы "ВД" в конце данного обозначения обычно указывают на то, что проволока изготовлена из стали, которая прошла процесс Вакуумно-Дугового переплава. Этот метод металлургической обработки позволяет получить металл высокой чистоты по неметаллическим включениям и газам, что положительно сказывается на свойствах сварочной проволоки и качестве сварного шва.